
Identification des porte-pièces dans la production de systèmes de ventilation arrière
Le fabricant de pièces automobiles EuWe identifie les porte-pièces dans les îlots de fabrication d'une machine de production de systèmes de ventilation arrière avec le système RFID BL ident de Turck
Les processus de production liés dans les machines spécialisées présentent un inconvénient majeur, à savoir qu'une interruption au niveau d'un poste entraîne l'arrêt de toute la machine. Des sections dites « tampon » peuvent assurer un flux continu de la production mais ce système n'est efficace que s'il est possible d'identifier les pièces à usiner. Fabricant de pièces automobiles EuWe Eugen Wexler GmbH & Co. KG a implémenté ce système dans une nouvelle usine de production de systèmes de ventilation arrière – avec la solution RFID BL ident de Turck.
-turck-image-turck-image.jpg)
Pour EuWe, le design rectangulaire compact est un atout majeur de la tête de lecture-écriture de Turck

La vue du dessous du porte-pièces montre le tag fixé au centre et les quatre bouches d'air
-turck-image-turck-image.jpg)
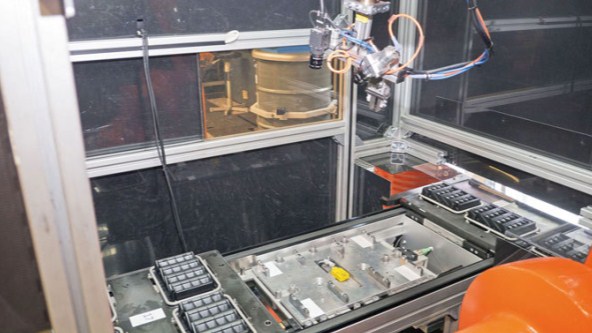
La passerelle BL20 dans l'armoire de commande transfère les données RFID via Profinet au contrôleur
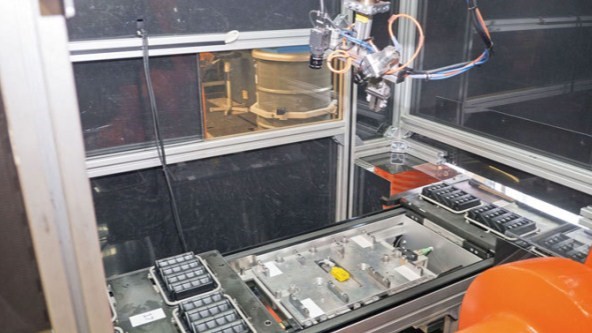
La tête de lecture-écriture est montée au centre du châssis du porte-pièces
-turck-image-turck-thumbnail.jpg)

-turck-image-turck-thumbnail.jpg)

-turck-image.jpg){kind=link}
{kind=link}
-turck-image.jpg){kind=link}
{kind=link}
Systèmes de ventilation arrière pour BMW
La société EuWe a été créée en 2014 pour étendre la production existante avec une machine spéciale dédiée à la fabrication de systèmes de ventilation arrière pour BMW. Le système, appelé fabrication par îlot, est composé, comme son nom l'indique, de plusieurs îlots de fabrication individuels. Une presse de moulage par injection destinée à la production de bouches d'air est installée au début du processus. Un convoyeur transporte les bouches d'air vers le dispositif de soudage à ultrasons où les volets d'aération sont fixés au produit semi-fini. Une caméra au poste suivant vérifie les défauts de soudage. Lors de la dernière étape du processus, un robot applique une mousse expansive aux bouches d'air retournées. Pour terminer, une caméra avec un éclairage spécial sur le bras du robot vérifie la forme, la consistance et le volume de la mousse expansive.
Inconvénients des systèmes liés
Le défi consistait également à trouver la méthode la plus adaptée pour identifier les porte-pièces au cours du processus. Robert Ullmann, technicien en automatisation, avait déjà une certaine expérience des méthodes d'identification des porte-pièces. Dans une autre usine, EuWe avait implémenté un système lié composé de capteurs de proximité classiques. Toutefois, dans ce cas-ci, la chaîne des porte-pièces ne peut pas être interrompue. C'est le principal obstacle présenté par les systèmes liés. Une section tampon capable de compenser les retards n'est pas envisageable. Se fondant sur son expérience passée, M. Ullmann a recommandé l'implémentation d'un système RFID d'identification de porte-pièces pour la seconde usine de production des systèmes de ventilation arrière.
Le design compact simplifie le montage
« Outre Turck, nous avions envisagé un autre fournisseur de systèmes RFID. Toutefois, ce fournisseur possédait uniquement des têtes de lecture-écriture cylindriques dans sa gamme », explique M. Ullmann à propos du choix de la solution Turck. EuWe utilise une tête de lecture-écriture plate rectangulaire TN-Q14-0.15-RS4.47T qui peut être montée sans problème au centre des supports dans les îlots de production. Le tag circulaire TW-R50-B128 est monté centralement sur le porte-pièces.
Intégration simple au système de commande
« L'intégration du système RFID de Turck au contrôleur a été très simple. Nous n'avions pas besoin d'intégrer des blocs de programme spéciaux dans le logiciel de l'API pour traduire le langage RFID dans le langage du contrôleur. Il était possible d'utiliser directement l'interface du contrôleur. Les informations sont simplement écrites dans la sortie de l'API avant d'être transmises au porte-pièces », explique M. Ullmann à propos de l'intégration du système RFID BL ident au contrôleur S7 Siemens.
Le système RFID identifie chaque porte-pièces huit fois dans le processus. L'API écrit les étapes de traitement erronées dans une base de données qui lie l'entrée au porte-pièces correspondant et à la position du système de ventilation arrière sur le porte-pièces. Les données sont transmises au contrôleur S7 via la passerelle multiprotocole BL20 de Turck et Profinet.
- Automobile
- Mesure de niveau dans une ligne d'enduction par trempage
- Contrôle du niveau dans le système de lubrification centrale
- Assurance qualité sur le robot de collage
- Le capteur d'angle d'inclinaison accélère l'alignement de la plate-forme
- Contrôle des Moteurs avec Condition Monitoring
- Module hybride IP67 Processus de traitement des signaux de sécurité
- Surveillance décentralisée des stations de refroidissement
- Cellules de soudage robotisées mises en réseau par Ethernet
- Surveillance du circuit de refroidissement des pinces à souder
- Contrôle du débit dans les laveurs de tambours
- Mesure d'épaisseur de tôle
- Condition Monitoring des moteurs
- Contrôle de niveau basé sur le cloud
- Atelier de presse – Identification d'outils
- Carrosserie – Détection des écrous à souder
- Atelier de peinture – Identification de skids
- Montage final – Montage robotisé
- Équipementiers – Système d'identification de pare-chocs
- Mécanique – Vérification sans contact
- Détection des corps dans la production automobile
- Protection de zone pour les cellules robotisées
- Détection au niveau des articles avec la RFID UHF
- Fourniture de réfrigérant lubrifiant dans les machines-outils
- Contrôle de la pression hydraulique dans les usines de pressage
- Mesure de la pression de processus sur les élévateurs à ciseaux
- Inspection des becs sur des robots de soudure
- Chargement manuel dans une cellule de soudage
- Détection de pièces noires sur des panneaux de porte noirs
- Détection de verre transparent sur un toit vitré
- Inspection à longue portée dans le secteur de l'assemblage automobile
- Détection de rondelles de caoutchouc sur un bloc moteur
- Détection du positionnement des pièces dans un bloc moteur
- Détection de véhicules électriques aux bornes de recharge
- Détection de voitures dans un car-wash en libre-service
- SUCCESS STORIES
- Un capteur laser détecte les pare-chocs noirs dans une cellule d'assemblage
- Technologie de sécurité décentralisée pour une production modulaire
- Système de transport modulaire
- Modules RFID et E/S pour des changements d'outils en toute sécurité
- La technologie RFID pour guider un chariot autoguidé dans la production de suspensions
- Production de silencieux filaires IO-Link
- Workpiece Carrier Identification in Rear Vent Production
- Détection d'écrous à souder
- Traçabilité RFID
- Technologie RFID dans la production de moteurs
- Production de pare-chocs avec système d'identification
- Solutions pour ateliers de peinture
- Capteurs de soudage et d'assemblage
- Capteurs d'angle pour systèmes d'assemblage
- Identification d'outils
- Système d'aide au choix pour la production de modules de pilotage
- Identification RFID des buses d'injection
- RFID in the Body Shop
- Ply Orientation Inspection
- IO-Link Eases Differential Gear Production
- Chimie
- Contrôle RFID des raccords de tubes dans la zone Ex
- Connexion du signal Ethernet dans la salle I&C
- Automatisation des skids modulaires par Ethernet
- Isolation Ex dans les usines de traitement modulaires
- Détection d'écouvillons
- Systèmes d'E/S déportés pour le traitement de signaux
- Télésurveillance des niveaux de cuves avec le DX70
- Connexion aisée des équipements de terrain
- Traitement des signaux avec un système d'E/S dans l'armoire de commande
- Séparation des signaux avec une technologie d'interface dans une armoire de commande
- Identification de raccords de tuyaux
- Surveillance efficace d'armoires sur le terrain
- Surveillance d'actionneurs quart de tour
- Planification et assemblage de solutions système
- Success Stories
- Gain d'espace dans les salles I&C grâce au système d'E/S excom
- Technologie RFID pour les zones 2 et 22
- Contrôle de test efficace
- Communications de terrain intrinsèquement sûres
- Développement d'un système de contrôle des processus en partenariat
- Système d'E/S déporté pour zones dangereuses
- Double retour d'information sur la position des vannes
- La flexibilité offerte par un bus de terrain
- Asset Management with Remote I/O
- Positionnement correct avec la technologie RFID dans la production de carbure
- Fast conversion in restricted space
- Energie
- Agro-alimentaire
- Condition Monitoring des armoires de commandes
- Contrôle de la hauteur de la pâte pour une mesure précise
- Condition Monitoring dans les entrepôts
- Contrôle de l'épaisseur de pâte dans des lamineuses
- Identification de conteneurs alimentaires
- Détection du bord avant d'une barquette en plastique
- Détection de la position d'une vanne
- Vérification de récipients
- Vérification de l'exactitude de la date et du code de lot
- Détection de coudes de tuyaux
- Identification de moules à pralines
- Détection de petits pains réfrigérés sur un convoyeur multivoie
- Lecture de codes à barres dans un poste de dépalettisation
- Success Stories
- Détection de position linéaire fiable en zone Ex 22
- Modules de contrôle décentralisés dans les entrepôts frigorifiques
- Track and Trace in Meat Production with RFID
- Codeur sans contact pour la production de pommes de terre
- UHF RFID in Food Distribution Center
- La technologie RFID pour la production de pralines
- E/S distribuées pour l'équipement de production alimentaire
- Remote I/O for Distilleries
- RFID et autoclaves
- IP67 Power Supplies for Conveyors
- Transparency in Chocolate Manufacturing
- Identification dans l'entreposage de produits alimentaires
- Vérification fiable de l'orientation des bouchons dans des espaces aseptisés
- Détection de bouteilles transparentes renversées sur un dépalettiseur
- Détection de bouteilles en plastique transparent
- Inspection d'étiquettes d'emballages alimentaires surgelés
- Accumulation de bouteilles en file sur une aligneuse simple
- Logistics
- Muting décentralisé des équipements de protection électro-sensible
- Contrôle des conteneurs
- Blocs d'E/S Modules de contrôle du convoyeur à rouleaux
- Détection rapide des étiquettes aux portes des entrepôts
- Détection au niveau de l'article avec la RFID UHF
- Maintenance préventive sur les bandes transporteuses
- Détection des conteneurs de transport
- Détection de niveau dans les récipients
- Identification des enceintes cryogéniques
- Identification des conteneurs mobiles à l'aide d'appareils portatifs
- Identification de conteneurs alimentaires
- Niveau 1 - Identification des pare-chocs
- Surveillance de l'état des locaux de stockage
- Protection contre les collisions sur les Reach Stackers
- Success Stories
- Solution RFID UHF décentralisée
- Contact-free Encoder in Potato Production
- Decentralized Control Modules in Coldstore
- Speed Control via Radar Sensor QT50
- IP67 Power Supplies for Conveyors
- Modular Conveyor System
- RFID Solution for Warehouse
- RFID Guides AGV in Suspension Production
- RFID Identifies Pharmaceuticals
- UHF RFID in Food Distribution Center
- Autonomous Parking Assistance for Trucks
- Equipement Mobile
- Surveillance de l'occupation d'un quai de chargement
- Compensation automatique de la pente
- Surveillance sans fil de roues de train
- Lignes de distribution pour pulvérisateurs agricoles
- Indication de l'état des reach stackers à l'aide de voyants lumineux intenses
- Mesure d'angle sur un pulvérisateur agricole
- Détermination du positionnement angulaire de la flèche
- Surveillance du sens de déplacement du matériau sur une moissonneuse-batteuse
- Véhicules dans une zone de chargement
- Éclairage de compartiments de rangement des équipements sur des véhicules de pompiers
- Signalisation sans fil pour chariot élévateur
- Mesure de l'inclinaison sur deux axes pour une moissonneuse-batteuse
- Protection contre la collision sur des reach stackers
- Success Stories
- Contrôle d'accès avec système RFID
- Selective Asparagus Harvester
- Position Measurement with RFID and Encoder
- Contrôle de la vitesse avec le capteur radar QT50
- La technologie RFID pour guider un chariot autoguidé dans la production de suspensions
- Modules d'E/S sur un super yacht
- Codeur inusable sur une drague porteuse
- I/O for Dust Suppression
- Cabinet Cooling
- Connectique à raccord rapide
- Automation Solutions for Extreme Cold
- Remote I/O for Cranes
- Rugged Heavy Metal Lifting
- Rollercoaster Positioning
- Mobile Machinery Solutions
- Positionnement de hauteur exact
- Maintenance prédictive des pièces des machines dans une infrastructure de transport du charbon d'un port
- Critical Angle Sensing
- Angle Sensor Detects Platform Lift
- Pétrole et Gaz
- Emballage
- Vérification décentralisée des emballages RFID
- Identification de cartouches d'impression couleur
- Fonctionnement fiable des machines
- Surveillance des bouchons sur des lignes de remplissage
- Surveillance des processus de changement de produits
- Identification de bouteilles de test
- Surveillance du niveau de remplissage de café moulu
- Détection de la notice d'information dans une boîte
- Détection du niveau de remplissage des récipients
- Calcul des dimensions des boîtes en carton
- Détection de bacs de transport
- Success Stories
- Détection de barquettes transparentes
- Vérification de la présence d'étiquettes correctes
- Détection de boîtes de différentes tailles sur un convoyeur
- Contrôle des codes à barres 2D à haute vitesse
- Détection d'emballages réfléchissants multicolores
- Mesure de diamètre d'un rouleau de film en plastique
- Positionnement de tubes à l'aide d'un repère
- Solutions pour ensacheuse verticale
- Pharma
- Suivi des échantillons du début à la fin grâce à la RFID
- Contrôle RFID des raccords de tubes dans la zone Ex
- Vérification décentralisée des emballages RFID pour les produits pharmaceutiques
- Automatiser les skids modulaires
- Comptage de comprimés à haute vitesse avec un amplificateur fibre
- Skids pharmaceutiques avec technologie E/S décentralisée
- Isolation Ex dans les usines de traitement modulaires
- Détection de liquide dans des poches pour perfusion
- Contrôle décentralisé des interfaces de vannes
- Surveillance d'actionneurs quart de tour
- Détection de coudes de tuyaux
- Systèmes d'E/S déportés
- Planification et construction de superskids
- Surveillance de niveau de liquide dans une grande cuve
- Connexion aisée des équipements de terrain
- Identification de récipients cryogéniques
- Identification de contenants en mouvement
- Identification de contenants en mouvement à l'aide de terminaux portables
- Identification de raccords de tuyaux pour des précurseurs
- Identification de raccords de tuyaux dans des zones stériles
- Identification de raccords de tuyaux dans des zones explosives de classe 1
- Identification de big bags et de bioréacteurs
- Identification de produits à usage unique
- Semi-conducteur
- Vérification du marquage électronique
- Comptage des circuits intégrés
- Contrôle de deux codes-barres
- Commande de sécurité compacte
- Protection des petits points d'accès
- Éclairage d'un outil de production dans le secteur des semi-conducteurs
- Détection d'adhésif sur l'assemblage de PCB
- Détection du centre de plaques à l'aide du DF-G2
- Inspection approfondie des appareils électroniques mobiles
- Vérification d'erreurs pour les puces de circuits intégrés chargées dans la bande support
- Présence et orientation des puces de CI placées dans les nids
- Détection de disques durs
- Station d'assemblage multiproduits à guidage optique
- Indication de l'état grâce aux LED pendant la fabrication des semi-conducteurs
- Protection des petits points d'accès
- Success Stories